

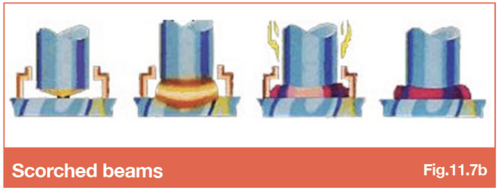
11.7 Stud Welding causing Scorching to beam
It is accepted that the top flanges of steel beams requiring shear studs are left unpainted. The effect of the welding process on the underside of the top flange, when painted before studs are installed, is however overlooked.

Stud welding involves the same basic principles as any other type of arc welding procedure — an electric arc is used to melt the end of the stud and a portion of the steel member to form a bond.
The stud is plunged automatically into the molten metal and a high quality fusion weld is made which is stronger than the stud itself.
The welding current ranges from 250 to 3,000 amps and the weld cycle ranges from 0.1 to 1.5 seconds depending upon the diameter of the fastener, the site and climatic conditions. A huge amount of heat is generated by the welding process with temperatures in excess of 1400 °C.
Paint on underside of flanges <12 mm thick will inevitably exhibit scorching to some extent in the area immediately below each stud location (Refer Fig 11.7a).
For beams >12mm thick, scorching may still be evident although it will be less prolific as beam flange thickness increases.
In some instances when carrying out stud welding scorching to the underside of the decking could occur (Refer Fig 11.7c). This is typically more probable where the top flange of the beams are smaller in width as the studs are located closer to the toe of the beam.

Dependant on project specification, touch up or repair of the area may be required. This is undertaken by the contractor responsible for the general painting of the steel frame.
When intumescent paint is applied off site this may often expand locally below each stud location (see image A above). It is generally accepted that provided the surface of the finish remains intact no remedial action is required. This will, however be dependant upon the paint manufacturers approval and project specification.
Go to NEXT section